
全国服务热线
0317-8332926
做为钢锭模生产厂家,在产品验收上都有自己的标准。小面河铸小编为您介绍一下我河铸重工验收钢锭模的一些标准
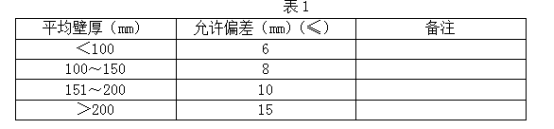
1 尺寸及公差要收,钢锭模铸件的尺寸及公差应符合图纸设计规定。两对称吊耳横向轴线允许偏差不大于30mm。吊耳上及锭模上吊耳附近不允许有可能影响强度的缺陷存在。 同一截面上之差应符合表1要求。
2.锭模内上、下对应部位尺寸偏差只能同为正偏差或负偏差。锭模内腔横断面上不同对角线尺寸偏差大值应符合表2规定。

3.模底孔中心与锭模横截面中心应在同一中心线上。
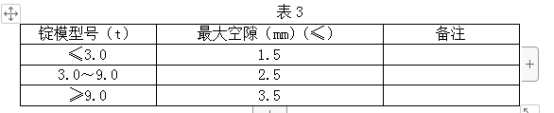
4.表面质量要求。内表面须平整、光滑,不允许有粘砂、裂纹、凹坑、气孔、凸块、冷接、夹渣及重皮等缺陷。 内壁任一母线均应平直,用钢尺或拉线方式检验,每米长度上大空隙应符合表3要求,不符合要求时应打磨清理,清理后表面光滑
内表面存在的≤Ф40×5mm的气孔、砂眼等缺陷,数量少于5处时允许用补焊方法修补,但修补后须表面平整,补焊位置、大小、数量等应在合格证上注明。
5. 外表面要平整,不允许有裂纹存在,砂子、毛刺应清理干净。 上下两端面加工后应平整、光滑,符合图纸要求。 底孔内表面不允许有缺陷存在。
6.钢锭模维修技术要求
钢锭模内表而不允许焊补,不得有裂纹、飞刺和严重枯砂、砂眼、气孔、结疤、石里坑等缺陷应修磨平橄,修磨处应光滑平缓过渡,缺陷修复后应达到规定直线度并不允许过壁厚的允许偏差,其深度:宽度:长度:≤l : 50 : 100 .钢锭模外表面应平整,不得有裂纹:允许飞刺和严重粘砂、砂眼、气孔、结疤、石甩坑等缺陷存在.但是面积不过 30*30MM² ,深度不大于壁厚的10%。
钢锭模外表面浇注冒口残留断口应铲平,其余部分 10吨一下(含 10 吨)钢锭模不得高出本体10mm , 10吨以上钢锭模不高出本体20mm 。
钢锭模上下端口应机械加工,并与钢锭模中心线垂直.垂直度偏差每米不过 3mm。
钢锭模上下端面距内壁 3Omm 以内不允许有缺陷存在,距内壁 3Omm 以外的缺陷允许焊补磨平。

冀公网安备13098102000568号




